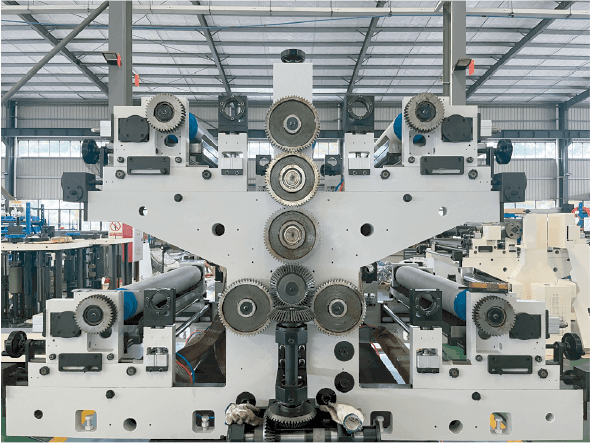
Печатный механизм
Раздел печати (опционально)
1. Четырехцветная печать; использование гибкой высокой печати;
2. Для изготовления бумажных пакетов разной длины необходимо заменить валик печатной формы и колесо спецификации; Если длина бумажной трубки такая же, необходимо заменить только печатную офсетную пластину;
3. При смене цвета необходимо сначала очистить картридж и валик печатной формы;
4. Используйте керамический анилоксовый валик для более равномерного нанесения краски;
5. Когда машина останавливается, валик печатной формы поднимется цилиндром, а резиновая пластина и валик печатной формы будут разделены, чтобы предотвратить высыхание чернил на валике печатной формы и прилипание бумаги;

Механизм стойки для катушек
1. Группа машин оснащена 5 группами держателей рулонов бумаги, а катушка для бумаги оснащена валом для набухания воздуха, который удобен в эксплуатации и обеспечивает точное позиционирование. Каждый держатель бумаги оснащен устройством осевой регулировки для установки рулона бумаги в правильное положение;
2. Стандартный тормозной ремень для контроля натяжения бумаги (можно добавить устройство управления магнитным порошковым тормозом);
3. Поместите запасной рулон бумаги в пустой держатель и с помощью клейкой ленты приклейте его к рулону бумаги, который скоро закончится, чтобы обеспечить быструю смену бумаги;
4. Первый держатель рулона бумаги оснащен направляющим устройством для определения положения бумажной ленты;
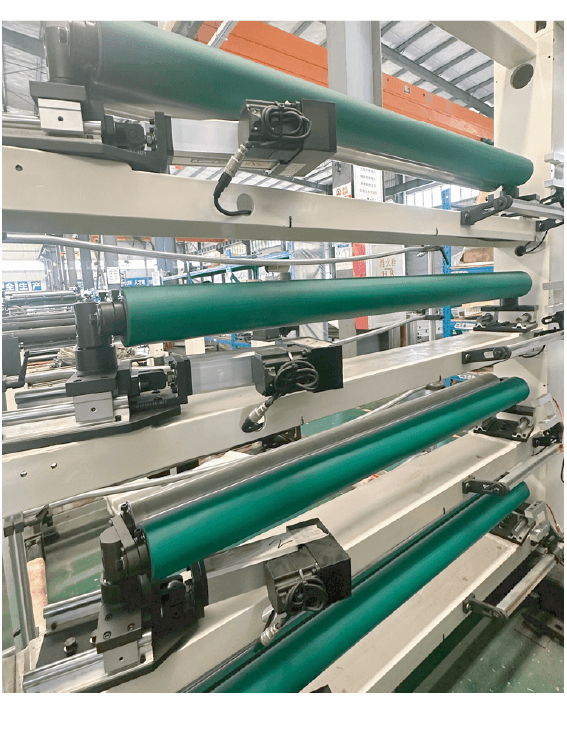
Механизм исправления
1. Держите бумажную ленту вдоль запланированного маршрута, чтобы обеспечить правильную работу послеоперационного процесса и стабилизировать качество продукции, тем самым повышая эффективность и экономя материалы.
2. Принять четырехслойную структуру, каждый слой оснащен двумя параллельными роликами, ролики могут приводиться в движение серводвигателями под определенным углом для перемещения влево и вправо и оснащены датчиками для обнаружения края бумажной ленты, чтобы проверьте положение ролика, а затем откорректируйте положение бумажной ленты, чтобы бумажная лента направлялась в правильное положение, требуемое цилиндром бумажного мешка.
3. Направляйте работу каждого слоя бумажной ленты, исправляйте боковое отклонение, удобно работать;
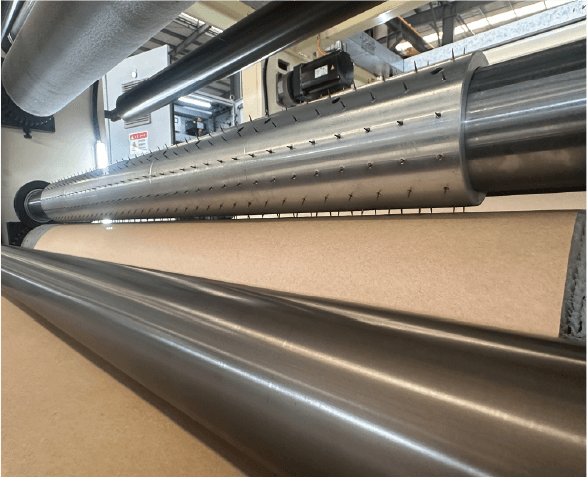
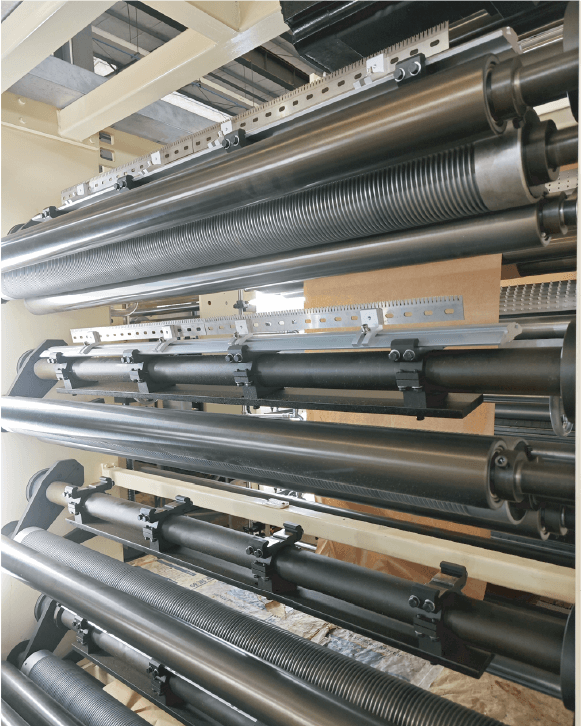
Механизм прерывистой вентиляции
1. Четырехслойная конструкция, каждый слой может регулировать структуру кулачка или заменять кулачок в соответствии с потребностями различных длин отверстий; Положение области пирсинга можно регулировать;
2. Спецификация может быстро меняться при замене прокалывающей втулки;
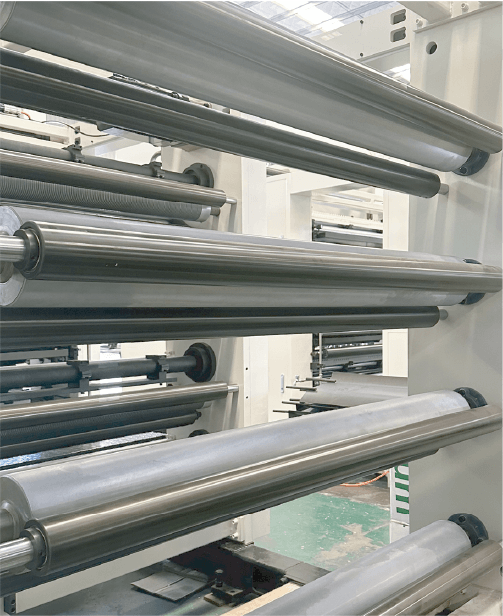
Вспомогательный приводной механизм
1. Вспомогательный тяговый механизм имеет четыре группы тяговых роликов и оснащен роликом, позволяющим формировать бумагу под определенным углом наматывания на тяговый ролик, чтобы бумажная лента двигалась плавно;
2. Основное использование: уменьшите натяжение бумажной ленты от рулона бумаги до основной тяги, обеспечьте стабильность промежуточного натяжения бумаги от вспомогательной тяги до основной тяги, и бумага не порвется из-за чрезмерного натяжения при проколе. бумажная лента;
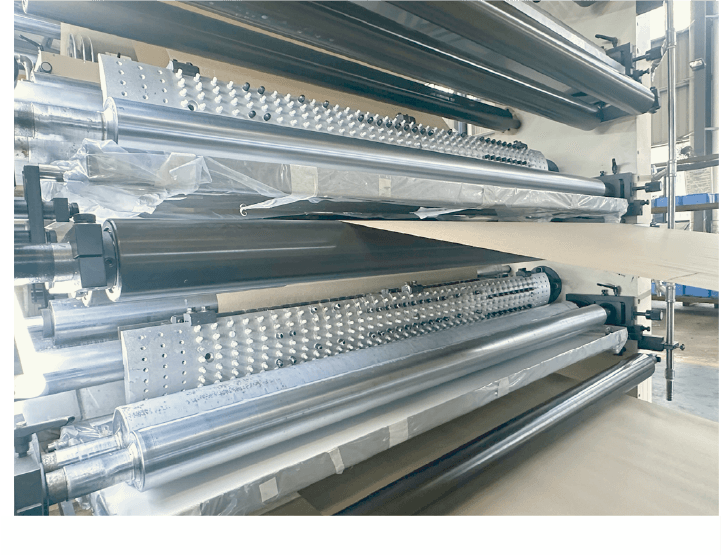
Механизм перфорации
1. Управляется серводвигателем, автоматическая чеканка; Параметры можно быстро изменить с помощью сенсорного экрана, чтобы установить длину резки, зону синхронизации и диапазон несинхронной зоны;
2. Когда бумажная лента отсоединена или нет бумаги, устройство обнаружения красного света немедленно подаст сигнал тревоги и остановит машину.
3. В синхронной зоне линейная скорость прокалывания и скорость движения бумажной ленты всегда равны, чтобы обеспечить равномерность прокалывания;
4. Расположение прокалывающего ножа определяется формой конца бумажной трубки;
5. Расстояние между ножом и желобковым роликом регулируется, и если расстояние близко, глубина резания большая, и наоборот; Четыре набора резцов позволяют гибко регулировать выравнивание влево или вправо;
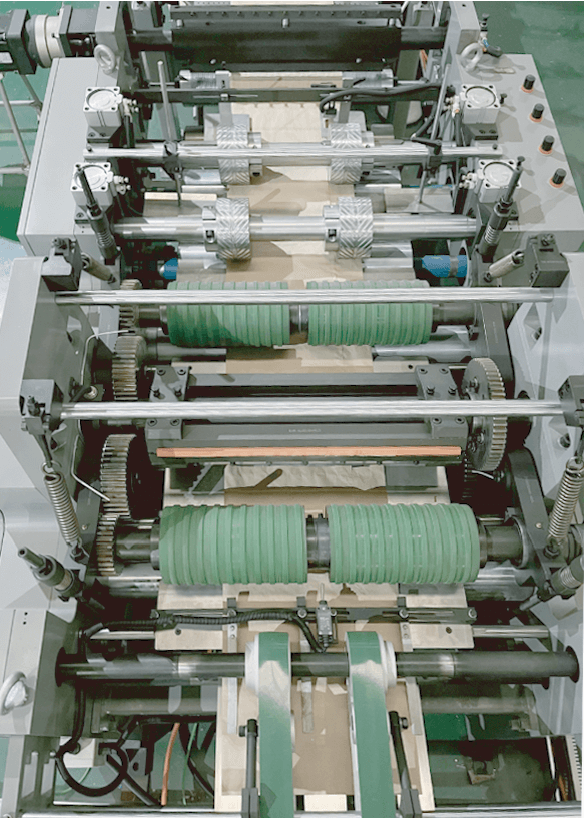
Горизонтальный механизм нанесения клея
Поперечная подача клея
1. На обоих концах линии прошивки (верхняя и нижняя части цилиндра бумажного пакета) многослойная бумажная лента приклеивается к одному слою цельной бумажной ленты, чтобы последующую клеящую машину можно было отделить от самый внутренний слой при открытии горлышка бумажного пакета;
2. Механизм горизонтального ступенчатого дозирования клея состоит из корпуса дозатора, валика для клея и валика для гомогенизации клея;
3. Раздаточный корпус оснащен раздаточной панелью с круглой дугой, пластиковыми соединениями, установленными на раздаточной доске, и резиновой головкой, а положение резиновой головки можно регулировать для адаптации к раздаче бумажных трубок на разных этапах;
4. Количество клея можно регулировать, регулируя расстояние между клеевым валиком, корпусом дозатора клея и резиновым гомогенизирующим валиком;
Продольный механизм нанесения клея.
Клей продольной ленты
1. Используется для склеивания среднего шва после формирования и закрытия бумажной ленты;
2. Управляется сервосистемой: когда положение отделения и отрыва бумажной ленты (или положение прямой резки) проходит через резиновое колесо, оно соответствует зазору резинового колеса, чтобы предотвратить застревание бумажного мешка. цилиндры от прилипания друг к другу из-за перелива клея при отрывании среднего шва бумажной ленты;
3. Количество клея можно регулировать, изменяя расстояние между клеевым колесиком и резиновым валиком, а также резиновым гомогенизирующим валиком;
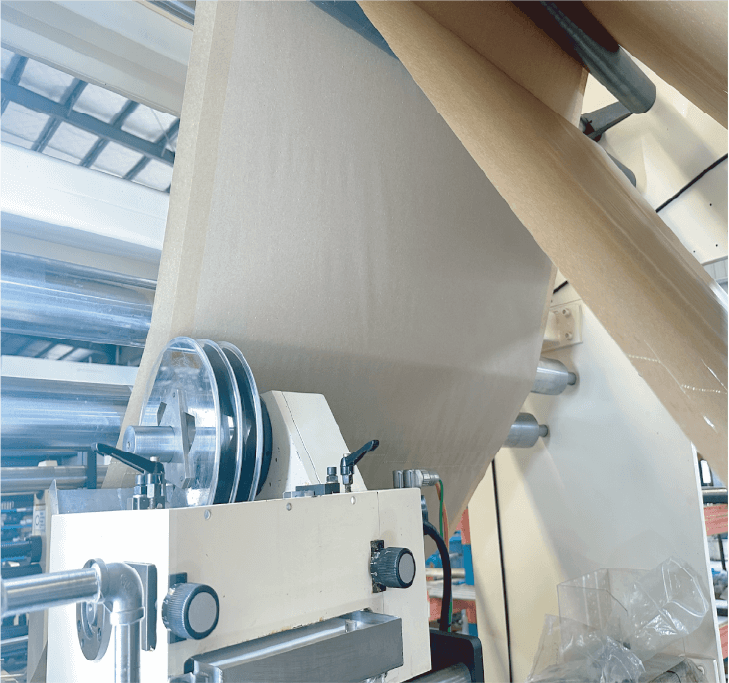
Механизм формирования труб
Формирование бумажных трубок
1. Используется для свертывания развернутой бумажной ленты в цилиндр;
2. Можно изготовить кромку А-образной формы и кромку М-формы (кромка М-формы требует оборудования высокой конфигурации);
3. Ширину цилиндра можно регулировать с помощью маховика, а также регулировать вместе с верхним прижимным колесом, что быстрее и удобнее;
Главный привод и механизм прямого разрезания и отрыва
Основное тяговое усилие, прямой разрез и механизм отрыва.
1. Основной механизм тянет бумагу вперед; Давление тягового ролика регулируется;
2. Оснащен передними и задними прижимными роликами отрыва, управляемыми кулачками для опускания и подъема прижимных роликов, и разделения цилиндров бумажных пакетов один за другим в положении линии прокалывания за счет нисходящего давления и разницы скоростей передней части. и задние отрывающие ролики;
3. Отрывной валик имеет точную регулировку слева и справа и оснащен канавкой, которая используется для предотвращения касания продольной клеевой ленты при нажатии отрывного ролика, чтобы предотвратить сдавливание клея и повысить прочность прилипания. недостаточно, что приводит к проблемам с качеством бумажных пакетов;
4. Существует два режима: режим прямой резки и режим горизонтального прокалывания, которые можно гибко менять в зависимости от процесса изготовления бумажного пакета;
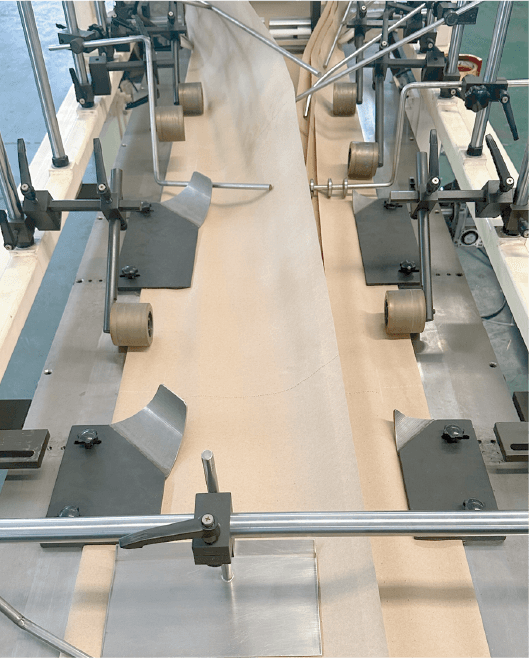
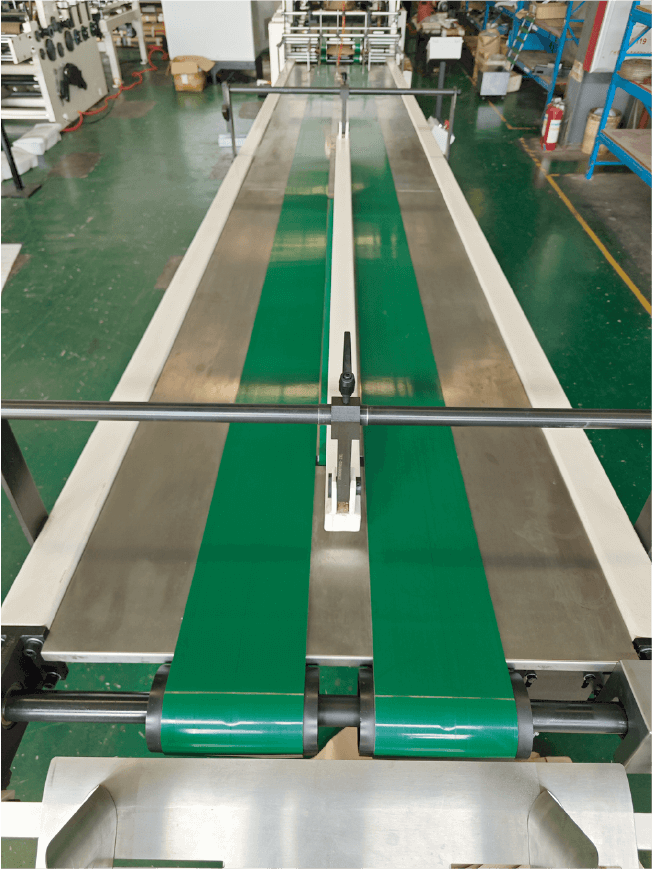 Механизм подсчета, сортировки и вывода
Механизм подсчета, сортировки и вывода
Механизм вывода мешков
Цилиндр бумажного мешка входит в механизм вывода мешков один за другим после отрыва и разделения, а также укладывает и транспортирует на медленную конвейерную ленту. Когда счетчик достигает числа предварительной установки, цилиндр рядом с выходом поднимет средний ремень, который не вращается, и ремень прижимается к опорной раме, поэтому выходной канал бумажного пакета закрывается. Бумажные трубки на заднем конце цилиндра входят в зону сбора мешков под медленной лентой, чтобы осуществить разделение подсчета бумажных мешков; Цилиндр бумажного мешка на переднем конце цилиндра будет более плотно уложен под движением медленной ленты; Когда время предварительной установки истекает, цилиндр втягивается, и бумажные тубусы транспортируются в зону сбора мешков;






































